Wozu brauche ich einen Feuchtebestimmer?
Das ist ein super Geschäft
Stellen Sie sich einmal vor, Sie sind unterwegs für ihr kleines aufstrebendes Unternehmen, das sich auf den Import von Sojabohnen spezialisiert hat. Im Ausland wird Ihnen ein super Preis für 1.000 t Sojabohnen gemacht, dem Sie einfach nicht widerstehen können. Schnell ist mit dem ortsansässigem Händler ein Liefertermin vereinbart. Als die Sojabohnen jedoch angeliefert werden, steigt Ihnen ein beißender Geruch in die Nase. Was ist passiert, fragen Sie sich? Vor dem Versand war vergessen worden, den Feuchtegehalt mit Hilfe eines Feuchtebestimmers zu prüfen, was zur Folge hat, dass die gesamte Ladung Sojabohnen verdorben ist. Nun steht Ihr kleines Unternehmen vor dem finanziellen Aus. Dies hätte sich durch einen Feuchtebestimmer verhindern lassen können.

- Wie ist der Feuchtebestimmer entstanden?
- Was ist Feuchte?
- Was ist ein Feststoffgehalt?
- Warum misst man den Feuchte- bzw. Feststoffgehalt mit einem Feuchtebestimmer?
- Was ist die beste Methode zur Feuchtebestimmung?
- Welche Vorteile bieten Infrarot-Schnell-Feuchtebestimmer?
- Was sind die Messbedingungen von ULTRA X-Feuchtebestimmern?
- Wie lang sind die Messzeiten der ULTRA X-Infrarot-Schnell-Feuchtebestimmer?
- Für welche Einsatzgebiete gibt es ULTRA X-Feuchtebestimmer?
Wie ist der Feuchtebestimmer entstanden?
1925 hat August Gronert in Fürstenwalde an der Spree die Firma Gronert - ULTRA X gegründet. Dort wurden vor allem Trocknungsanlagen, z. B. Rieseltrockner und Trockenschränke für die Landwirtschaft entwickelt und produziert. Ende der 40er Jahre zog August Gronert mit seiner Firma nach Soest in Westfalen um. Ihn beschäftigte der Gedanke den Prozess der Feuchtebestimmung zu optimieren und zu verkürzen. Das Material wurde auf einer Waage gewogen, der Wert notiert. Anschließend hat man das Material im Trockenschrank stundenlang getrocknet und wieder gewogen. Der Feuchtewert musste nun ausgerechnet werden.

August Gronert war das zu umständlich und langwierig. Er entwickelte ein Gerät bei dem Trocknen, Wiegen und Rechnen gleichzeitig passierte.
1950 erfand er den ersten Feuchtebestimmer, der aus einer Kombination von Präzisionswaage und aufgebautem Heizstrahler bestand. Auf einer entsprechenden Skala konnte man den Feuchtewert in Prozent ablesen. Das Ergebnis war in wenigen Minuten verfügbar.
Das Prinzip war so genial und einfach zugleich, dass heute noch Ultramate (Vorläufer des ULTRA X 070) im Einsatz sind. Auf diese Feuchtebestimmer gründen sich weltweit alle nach dem Prinzip Trocknen bei gleichzeitigem Wiegen funktionierenden Geräte.



Was ist Feuchte?
Im Allgemeinen wird unter Feuchte einfach das im oder am Stoff befindliche Wasser verstanden. Diese Definition ist aber irreführend, denn einerseits gibt es verschiedene Arten der Bindung des Wassers an den Stoff und andererseits gibt es Stoffe, die nicht Wasser sind, aber doch unter den Begriff „Feuchtigkeit“ oder kurz „Feuchte“ fallen.
a) Das Haftwasser
ist das außen am Gut (z. B. am einzelnen Sand- oder Getreidekorn) haftende Wasser, also eine Außenfeuchtigkeit, die sich am leichtesten und schnellsten verdampfen lässt.
b) Das Kernwasser
ist das innerhalb des Gutes befindliche, aber nicht chemisch gebundene Wasser. Oft vom Kern fest umschlossen, ist es schon schwieriger zum Verdampfen zu bringen. Bei gewissen Stoffen tritt das Wasser im Form von Blasen hervor. Die Zähigkeit der Blasenhülle ist oft jedoch so groß, dass die Feuchtigkeit nicht austreten kann. Wo es möglich ist, sollen Stoffe vor der Messung feingemahlen werden, oder wenn es sich z. B. um Farblacke handelt, dann löst man die Blasenhülle, indem man nach dem Einwiegen Natriumkarbonat auf die Probe streut.
c) Das chemisch gebundene Wasser
oder auch Kristallwasser genannt, das chemisch an den Stoff gebunden ist, löst sich erst fortschreitend bei höheren Temperaturen vom Stoff und verdampft zum Teil erst bei etwa 400°C. Bei Butter Margarine und ähnlichen Stoffen beginnt das Kristallwasser sich bei einer Temperatur von etwa 130°C abzuscheiden und zwar in kleinsten Partikeln H2O, die, sobald sie frei sind, explosionsartig verdampfen und dadurch nach allen Seiten spritzen, wobei sie kleine Teile des Butterfettes mitnehmen. Um zu vermeiden, dass bei diesem Vorgang Substanzteilchen verlorengehen, nimmt man zum Messen solcher Fette ein besonders hohes, standardisiertes Messgerät (Butterbecher), das das Herausspritzen verhütet. Bei den meisten Stoffen ist aber der Anteil des Kristallwassers nur gering und er kann praktisch vernachlässigt werden.
Außer den bisher erwähnten 3 Arten von Wasser enthalten manche Stoffe noch Bestandteile, die durch Erwärmung mit dem Wasserverdampfen, z. B. Äther, Alkohol, Kohlensäure, ätherische Öle, Duftstoffe usw. Soweit diese Bestandteile in geringen Mengen im Stoff enthalten sind, fallen sie alle unter den Begriff „Feuchtigkeit“. Also ist Feuchtigkeit alles das, was durch Erwärmung des Stoffes verdampft. Was übrig bleibt, ist der Feststoffgehalt bzw. die Trockensubstanz. Diese Definition wird auch von der Phys. Techn. Bundesanstalt in Braunschweig in den Feuchtigkeitsbestimmungen zugrunde gelegt.
Die reine Wasserbestimmung, also H2O, interessiert die Industrie im allgemeinen sehr wenig. Das H2O wird bei Bedarf durch die Karl-Fischer-Methode mittels Titrieren ermittelt. Aber das große Interesse fast aller Sparten der Industrie richtet sich auf die Frage: Wie viel verliert der Stoff bei der Erwärmung durch Verdampfung prozentual an Gewicht, sei es bei der Lagerung, beim Transport oder bei der Verarbeitung bzw. wie viel Feuchtigkeit besitzt ein Stoff, wenn man ihn kauft oder verkauft? Es interessiert also überwiegend der umfassende Begriff der „Feuchtigkeit“.
Was ist ein Feststoffgehalt?
Bei der Analyse verschiedener Produkte interessiert nicht der Feuchtegehalt, sondern beispielsweise der unverdampfbare Rückstand einer Flüssigkeit (Feststoffgehalt) oder die Trockenmasse in halbfesten oder flüssigen Produkten. Diese Werte sind z. B. für die Lebensmittelindustrie von größter Wichtigkeit. Hier sind oft gesetzliche Bestimmungen zu beachten. So muss z. B. der Mindestgehalt an Trockenmasse in der Spinatkonserve, beim Tomatenpüree, Apfelmus, Quark und ähnlichen Lebensmitteln unbedingt eingehalten werden, um nicht mit dem Gesetz in Konflikt zu kommen. Aber auch in Fällen, wo kein Gesetz mitspricht, kann man den Feststoffgehalt nicht einfach ignorieren. Hat z. B. das Kesselspeisewasser 0,005 % nicht verdampfbare Rückstände bestehend aus Kalk, Eisen, Mangan oder anderen Mineralien, so sind das bei einer Dampfleistung von 1000 kg/Std. zwar nur 50 g, in 10 Stunden aber bereits 500 g. In einem Jahr sind das rund 180 kg bei 10-stündigem Betrieb. Diese 150 kg setzen sich zum erheblichen Teil an den Kesselwänden und in den Rohrleitungen ab und verursachen gefährliche Verstopfungen und Beschädigungen in den Kraftanlagen. Genauso verhält es sich mit dem Abwasser. Heute mehr als je ist es notwendig, die Rückstände im Abwasser zu kennen, bevor man sie in den Vorfluter leitet. So könnte man noch viele Dinge aufführen, aber das würde über den Rahmen dieser Seite hinausgehen.
Warum misst man den Feuchte- bzw. Feststoffgehalt mit einem Feuchtebestimmer?
Einfach darum, weil man sich vor Verlusten und Qualitätsschwankungen schützen will und außerdem Gefahr läuft, amtliche Bestimmungen zu überschreiten. Man kann sich dabei nicht einfach auf sein Fingerspitzengefühl verlassen. Auch sollte man sich nicht aus Sparsamkeitsgründen mit ungenauen Geräten behelfen, die vielleicht in der Anschaffung etwas billiger sind.
Hierzu folgende Beispiele aus der Praxis:
Eine größere ausländische Molkerei, die vorwiegend Butter herstellte, wurde besucht. Der Betriebsleiter war an einem Feuchtebestimmer nicht interessiert. Er sagte, sein Meier habe ein so feines Fingerspitzengefühl, dass der ohne Apparat die Feuchte mit der Hand fühlen könne. Trotzdem wurde kostenlos ein Vergleichsversuch angeboten‚ der in wenigen Minuten stattfinden konnte. Daraufhin wurden 2 Butterproben von der Tagesproduktion, die gerade versandt werden sollte, genommen. Diese beiden Proben waren schnell gemessen. Der vom Meier angegebene Feuchtegehalt betrug 15,9 %, während die Resultate bei allen‚ Messungen mit dem Feuchtebestimmer ULTRA X nur 12,8 % ergaben. Dadurch war erwiesen, dass täglich von der Tagesproduktion 3 % verschenkt wurden. Das entspricht bei 2000 kg Butter täglich 180 € und in einem Jahr einen Schaden von über 5.000 €. Bei diesem Beispiel handelt es sich nur um eine Fehlschätzung von 3 % und einen Warenwert von 3 € pro kg. Aber wie oft liegen die Verhältnisse sehr viel krasser! Dann sind die Verluste noch größer. Es ist durchaus kein Geschwätz, wenn behauptet wird: Es gehen der Weltwirtschaft jährlich Milliarden verloren lediglich infolge Unkenntnis des Wassergehaltes. Es ist also berechtigt, wenn wir behaupten: „Der Feuchtegehalt bestimmt den Gewinn!“
Ein großes Werk bekam vor Jahren aus dem Ausland 1000 t Sojabohnen, die Tonne zu 100 €. Vor dem Versand hatte man den Feuchtegehalt nicht festgestellt. Die Folge: Die ganze Sendung war aufgrund der zu hohen Feuchte auf dem Transport völlig verdorben. Also auch für den Transport ist die Kenntnis des Feuchtegehalts eines Stoffs von größter Bedeutung.
Man sollte in diesem Zusammenhang auch die preisbestimmende Wichtigkeit im Getreidehandel nicht vergessen. Schließlich können hier die Werte je nach der Witterung zwischen 10 % und 35 % liegen. Ebenso beim Brennstoff. Wird z. B. draußen gelagerter Koks oder Kohle nach einer Regenperiode verkauft, muss das Brennmaterial sehr teuer bezahlt werden, obwohl die Zechen den Koks mit dem verhältnismäßig geringem Feuchtegehalt von 7 % ausliefern. Ein anderer wichtiger Stoff ist Weißzucker oder Raffinade-Zucker, der handelsüblich nicht mehr als 0,05 % Feuchte enthalten soll. Dies ist besonders wichtig für die Lagerung des Zuckers in großen Silos. Bei einem zu hohen Feuchtegehalt können sich im Silo durch Kleben sehr leicht gefährliche Hohlräume bilden.
Was ist die beste Methode zur Feuchtebestimmung?
Die Frage nach der geeignetsten Methode zur Feuchtebestimmung hat immer wieder zu heftigen Diskussionen geführt. Als älteste, genaueste und zuverlässigste Methode ist das Prinzip von Trocknen und Wiegen bekannt, worauf sich ja auch die wissenschaftlich anerkannte Trockenschrankmethode stützt, die jedoch mit einem erheblichen Zeitaufwand verbunden ist. Viel wichtiger als die wissenschaftlich exakte Feuchtebestimmung ist heute ein Schnellverfahren, das erlaubt, laufende Betriebskontrollen durchzuführen. Dadurch hat man die Möglichkeit, während der Fabrikation noch rechtzeitig Einfluss auf die Arbeitsweise der laufenden Maschinen zu nehmen. Ebenso wichtig ist in vielen Fällen eine Schnellkontrolle beim Wareneingang oder Versand. Das schnelle Eingreifen in den laufenden Prozess ist nur mit Infrarot-Schnell-Feuchtebestimmern zu erreichen.
Welche Vorteile bieten Infrarot-Schnell-Feuchtebestimmer?
Bei der Feuchtebestimmung im Trockenschrank erfolgt die Trocknung der Probe ausschließlich von außen, wodurch eine längere Messzeit erforderlich ist und bei verschiedenen Stoffen die Gefahr einer Verhornung der Oberfläche besteht.
Die ULTRA X-Infrarot-Schnell-Feuchtebestimmer arbeiten nach dem Prinzip von Trocknung und gleichzeitiger Wägung. Als Wärmequelle dienen lnfrarotstrahler mit einer Leistung von 250 Watt. Die Wirkungsweise dieser infraroten Strahlen unterscheidet sich ganz wesentlich von derjenigen des Trockenschranks.
Im Gegensatz zum Trockenschrank handelt es sich bei der lnfrarot-Trocknung um die Einwirkung von Strahlen, die von der zu trocknenden Masse nicht nur an der Oberfläche absorbiert werden, sondern in diese über 1 cm tief eindringen können und dabei in Wärme umgewandelt werden. Durch diese Trocknung von innen nach außen wird jede Krustenbildung an der Oberfläche weitgehendst verhindert und die Messzeit, gegenüber der herkömmlichen Trockenschrankmethode, ganz entscheidend verkürzt.
Diese, nachstehend näher beschriebenen Geräte, wurden von vielen namhaften Instituten und Forschungsanstalten geprüft und positiv beurteilt. Trotz größter Präzision ist die Handhabung der Instrumente so einfach, dass die Untersuchungen praktisch von jedem durchschnittlich intelligenten Laien durchgeführt werden können. Die Vielfalt der Anwendungsmöglichkeiten haben den lnstrumenten Eingang in alle denkbaren Industriezweige verschafft.
Was sind die Messbedingungen von ULTRA X-Feuchtebestimmern?
Um ein rationelles und zügiges Arbeiten mit einem ULTRA X-Feuchtebestimmer zu erreichen, ist die wichtigste Voraussetzung, dass man die Messzeit und geeignetste Messspannung (Temperatur) kennt bzw. festlegt. Es ist in jedem Fall ratsam sich für alle Stoffe, bei denen bezüglich der Messbedingungen Zweifel bestehen, ein Diagramm aufzuzeichnen. Die untenstehend dargestellte Kurve „A-A“ zeigt die Verdampfung, wie sie sich in den meisten Stoffen bei der infraroten Bestrahlung ergibt, gleichgültig ob die Messzeit 2 oder 20 Minuten beträgt. Die echte Verdampfungskurve muss in eine horizontale Linie übergehen, wie dies bei „A-A“ der Fall ist. Steigt die Kurve dagegen ständig weiter wie bei der Linienführung „A-B“, dann ist es nur eine Pseudokurve, da sich keine Konstante ergibt. Eine solche Kurve bekommt man z. B. bei manchen Grundstoffen der Kunststoffindustrie und der chemischen Industrie. Hierbei verdampfen außer der Feuchtigkeit auch ätherische Öle oder chemische Stoffe, Weichmacher usw., so dass eine Konstante nicht oder nur sehr schwer zu erreichen ist. Für die überwiegende Menge aller anderen Stoffe dagegen ergibt sich die Verdampfung nach der Kurve „A-A“. Diese typische Kurve sollte man für jeden Stoff wenigsten einmal zur Kontrolle machen, indem man nach jeder Minute bzw. nach 2 bis 3 Minuten regelmäßig abliest und den Wert in ein Zahlenkreuz einträgt. Sobald sich der Wert wiederholt, ist die Konstante erreicht und die Bestimmung kann als beendet angesehen werden. An der Kurve kann man manches über die Eigenschaft des Stoffes sehen, insbesondere dann, wenn die Verdampfungskurve von der typischen Form abweicht.
Beispiele von Messkurven:
Einwaage: 10 g Messtemperatur: 130°C Messzeit: 18 Min.
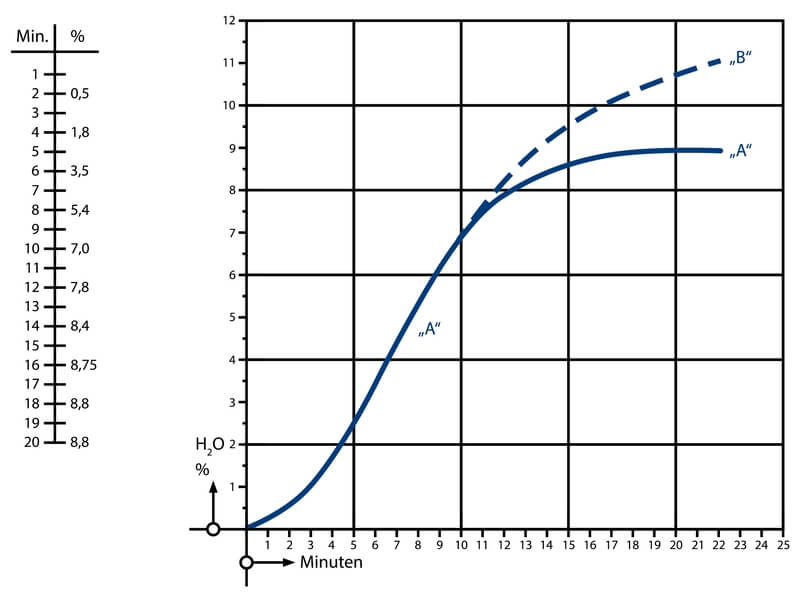
Kurve „A-A“, zeigt die Richtige Verdampfungskurve, wie sie die meisten Stoffe aufweisen.
Kurve „A-B“, zeigt eine Fehlmessung bzw. eine Pseudokurve, da sie keine Konstante hat.
Wie lang sind die Messzeiten der ULTRA X-Infrarot-Schnell-Feuchtebestimmer?
Die nachfolgende Tabelle zeigt ungefähre Erfahrungswerte bezüglich der Messdauer für verschiedene Stoffe, die aber je nach der angewandten Temperatur (Spannung und Abstand vom Strahler) und Probengröße variieren können.
Für welche Einsatzgebiete gibt es ULTRA X-Feuchtebestimmer?
ULTRA X-Feuchtebestimmer gibt es für die unterschiedlichsten Einsatzgebiete. Sie sind jeweils auf ihr Einsatzgebiet abgestimmt, um die besten Ergebnisse zu erzielen. Hierbei spielt vor allem die Art des zu prüfenden Stoffes eine Rolle und wie hoch dieser erhitzt werden darf, um noch eine genaue Messung zu ermöglichen. Nachfolgend sind die derzeitig auf dem Markt verfügbaren ULTRA X-Feuchtebestimmer der Baureihe 3.000 mit ihren Typenbezeichnungen und den jeweiligen Besonderheiten aufgeführt.

Feuchtebestimmer ULTRA X 3011
Der Feuchtebestimmer ULTRA X 3011 ist das Standardgerät zur Feuchtebestimmung bei den meisten flüssigen bis festen Stoffen und Materialien. Das Funktionsprinzip ist Trocknen bei gleichzeitigem Wiegen, der Gewichtsverlust wird in % angezeigt. Alle für den anwendungsbezogenen Einsatz vorwählbaren Parameter sowie die Bestrahlungsintensität können im Menü über das LC-Display angezeigt werden. Der Feuchtebestimmer ULTRA X 3011 ist alternativ mit und ohne eingebauten Drucker erhältlich. Die Ausgabe aller Daten und Parameter einschließlich Datum und Uhrzeit kann GLP-gerecht auch über die Software ULTRA X DataChannel an den PC erfolgen. In den meisten Bereichen ist der ULTRA X Feuchtebestimmer ein wahres Multitalent. Seine Einsatzgebiete reichen von der Lebensmittelindustrie über die Landwirtschaft bis hin zur Holz- und Chemieindustrie.
Die Vielseitigkeit des Feuchtebestimmers ULTRA X 3011 wird des weiteren durch sein große Einwaage von bis zu 750 g unterstützt. Mit seinen produktspezifischen Einstellmöglichkeiten, Temperaturregelung und der Datenausgabe an den PC wird das Bestimmen der Feuchte stark vereinfacht.
Feuchtebestimmer ULTRA X 3011 Q
Der Feuchtebestimmer ULTRA X 3011 Q ist das Spezialgerät für temperaturunempfindliche Materialien mit einer Trocknungstemperatur bis 360°C. Die Messdaten können auch bei diesem Feuchtebestimmer über die Software ULTRA X DataChannel an den PC übermittelt werden, um Übertragungsfehler zu vermeiden. Das Gerät eignet sich für den Betrieb direkt an Produktionsstätten und im Labor. Es eignet sich für alle flüssigen, festen und pastösen Materialien, die temperaturempfindlich sind.
Feuchtebestimmer ULTRA X 3011 HQ
Der Feuchtebestimmer ULTRA X 3011 HQ ist die leistungsstärkere Version des Feuchtebestimmers ULTRA X 3011. Er eignet sich für Materialien mit einer Trocknungstemperatur zwischen 120°C und 600°C. Präzisions-Wägetechnik, einfache Bedienung, gute Funktionalität, Design und robuste Bauart wurden auch in diesem Feuchtebestimmer praxisgerecht kombiniert.

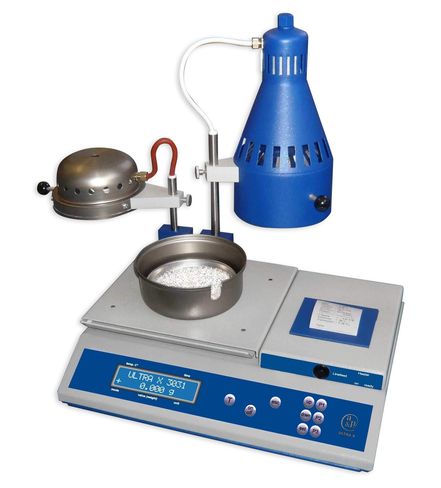
Feuchtebestimmer ULTRA X 3031
Der Feuchtebestimmer UX 3031 aus der Baureihe 3000 ist das Spezialgerät zur Gipsuntersuchung mit einem Hellstrahler für die Bestimmung der Bergfeuchte und einem Dunkelstrahler zum Messen des Kristallwassers. Der Feuchtegehalt kann über einen Timer oder die Abschaltautomatik ermittelt werden. Für die Abschaltautomatik werden drei Kriterien individuell gemäß der Produkteigenschaften eingestellt: Abfragebeginn, Gewichtsabnahme und Abfrageintervall. Das Messergebnis bleibt bis zur nächsten Bedienung des Feuchtebestimmers im Display erhalten. Die wiederverwendbaren Edelstahl-Probenschalen bedeuten laufende Kostenersparnis. Unschlagbar bleibt auch hier eine Messgenauigkeit von 0,01 %.
Feuchtebestimmer ULTRA X 3081
Der Feuchtebestimmer ULTRA X 3081 wurde entwickelt, um für leichte und voluminöse Materialien reproduzierbare Ergebnisse zu erzielen. Deshalb wurde für entsprechende Einwaagemengen der Feuchtebestimmer ULTRA X 3081 mit einer außergewöhnlich großen Trocknungsschale konstruiert. Mit dem Feuchtebestimmer ULTRA X 3081 können Proben z. B. Messingspäne bei bis zu ca. 300°C gemessen werden. Es ist eine Einwaage bis zu 700 g und 485 cm3 möglich.

Für genauere Informationen rund um das Thema Feuchtebestimmer und die oben aufgeführte ULTRA X Feuchtebestimmer Produktreihe 3.000 wenden Sie sich bitte an die Firma a&p instruments. Das Sortiment von a&p instruments Laborgeräten umfasst die ULTRA X Feuchtebestimmer, Gips-Feuchtebestimmer, Hochtemperatur-Feuchtebestimmer bis hin zu Schnellveraschern. Die rund 70 Jahre Erfahrung in diesem Gebiet hat a&p instruments zu einem der weltmarktführenden Hersteller im Bereich der Feuchtebestimmerherstellung gemacht. Zeitgemäße Technologie vereint mit einfacher Bedienung, guter Funktionalität, Design und robuster Bauart setzen neue Maßstäbe im Bereich der Präzisions-Wägetechnik.
